
Posted By: Andy Kamashian | Posted On: November 8, 2018
So you’re in the market for a new metal forming machine? Maybe you have a press brake already or are thinking of adding another—but, is another press brake really your best choice?


VS
When it comes to bending, many fabricators just buy press brakes. A hydraulic press brake can be a great option for any shop as these machines are known for power and versatility. Press brakes are generally easy to setup to make a few quick bends on, but metal folding machines are becoming increasingly popular with fabricators as both their capabilities and capacities have increased over the years and in some tasks they are just better suited for the job.
So, What is a Folder?
 First off let's assume you know what a press brake is already and how it works in the forming of sheet metals. But, if you need help you can read this article covering press brakes in detail. Understanding that process (press brakes) makes understanding the benefits and advantages of a folder that much easier.
First off let's assume you know what a press brake is already and how it works in the forming of sheet metals. But, if you need help you can read this article covering press brakes in detail. Understanding that process (press brakes) makes understanding the benefits and advantages of a folder that much easier.
A folder can be referred to by a variety of different names. Sometimes they are simply called a “brake” referring to the process of “braking” metal (note the correct spelling for the process is B-R-A-K-E, not B-R-E-A-K as one might easily assume). At other times, the term “leaf brake” is used—which refers to the clamping “leaf” and swinging “leaf.”
The folder is a machine that allows the sheet of material to rest on a table at the rear of the machine with only the flange (or material being bent) to protrude through the front of the machine between an upper clamping beam, the table itself and a moveable “swing” beam. The material is then clamped into position with a small percentage of it protruding beyond the table and the swing beam “folds” the material to the desired angle
 Other variations of the folder are often referred to as a box & pan” brake. It's important to know the difference between these two variations of a folding machine as one utilizes a straight, non-removable clamping beam and the other utilizes tooling on the clamping beam that allow for a material to be formed with side flanges as shown here:
Other variations of the folder are often referred to as a box & pan” brake. It's important to know the difference between these two variations of a folding machine as one utilizes a straight, non-removable clamping beam and the other utilizes tooling on the clamping beam that allow for a material to be formed with side flanges as shown here:
Types of Folding Machines
Folding machinery can be powered by a variety of different methods.
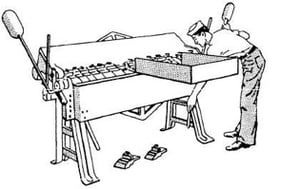
- Manual: Manual machines are very popular in the roofing industry where drip pans, gutters, and other very thin metals are used usually in the 16 GA (1/16” or 0.0625”) and lighter capacities. These manual machines can be easily brought to remote jobsites in order to “brake” form right onsite and as needed (as shown here).
- Hydraulic: Hydraulic Bending machines provide the extra power for longer bends and for thicker materials. Although still operated and set up manually, the addition of the hydraulics allows for greater bending forces. These systems are typically not portable and are based in the fab shop. These folders can typically bend materials up to 1/4” thickness.
- CNC: Like many other processes utilizing computer controls, CNC folding is rapidly becoming the most popular form of these machines. With the CNC controller, the addition of gauging becomes feasible and, thus, multiple bends and angles are achievable in one setup. These systems are also shop based machines typically requiring three phase power
How to Choose the Right Machine for Your Application
 If your parts have names like “panel,” “cover,” “door,” or “pan,” then a folder is likely for you. Folders are just better-suited to make cover panels, pans, and doors than a press brake would be. If your manufacturing has fabricated parts that are of thin material, long lengths (10’-12’), wide (4’-6’) and have short flanges, then they are very well suited for a folding machine. The material will be easier to handle and manipulate as it stays flat on the bed and gauging surface and is brought forward only the amount necessary to be bent
If your parts have names like “panel,” “cover,” “door,” or “pan,” then a folder is likely for you. Folders are just better-suited to make cover panels, pans, and doors than a press brake would be. If your manufacturing has fabricated parts that are of thin material, long lengths (10’-12’), wide (4’-6’) and have short flanges, then they are very well suited for a folding machine. The material will be easier to handle and manipulate as it stays flat on the bed and gauging surface and is brought forward only the amount necessary to be bent
 A folder’s bed keeps the material flat as it bends. Long sheet metal won’t travel toward an operator’s face, require two operators (or lifting devices), or risk the possibility of simply the material’s own weight back bending it. As a result, bending large pieces of thin material is much more manageable on a folder.
A folder’s bed keeps the material flat as it bends. Long sheet metal won’t travel toward an operator’s face, require two operators (or lifting devices), or risk the possibility of simply the material’s own weight back bending it. As a result, bending large pieces of thin material is much more manageable on a folder.
Let's break down to the basic pros and cons of each process:
Advantages of a Folder:
- Full sheets are supported on work table
- Any inaccuracy in overall sheet size is hidden in first bend/fold
- No tooling changes for pan brake
- Limited tooling changes needed for box brake forming
- Very small flanges can be formed
- No tooling changes needed for "hemming" operations
- Most forms can be produced on a folder without additional expensive tools
- Continuous bending from radius to angle without interruption
- Can be operated by one person—even when larger components are produced
- Operator fatigue is reduced as material rests flat on the machine bed.
- Spring back can easily be controlled on a folding machine.
Disadvantages of a Folder
- Material thickness is limited typically to ¼” or less.
- Reverse bending is limited (bends that require material to be flipped in the forming process)
- Side flanges are limited (limited by the open height and length of tooling)
Advantages of a Press Brake
- Versatility: Bend any thickness and material type (within brakes physical limits), including complex parts like electronic chassis/brackets.
- Side flanges and reverse bends are easily adapted for.
- Lower initial cost
- Industry familiarity
Disadvantage of a Press Brake
- Material Handling: Difficulty in material handling large sheets
- Tooling: Bottom and top tooling required
- Flange Length must extend across die during the entire bending operation, limiting the flange size
- Spring back is a greater challenge to compensate for.
Popular folder manufacturers include Baileigh, Roper Whitney, RAS Systems, Cidan Machinery, Schechtl, Schröder, Fasti and Jorns.
Summary
If you’re making panels, trays, covers, and other parts that have generally short flanges over wide or long areas and use thin material, you're likely a great candidate for a folding machine in lieu of a press brake. If your parts are small and require complex bends that can easily be handled by one operator, then you’re better off sticking with a press brake. Either way, at Southern Fab, we can help you make the right choice for your needs and budget. Call us today at 813-444-4555 or visit us on the web at www.southernfabsales.com.




