
Posted By: Andy Kamashian | Posted On: January 14, 2019
Press Brakes have evolved over the years to resolve many of the issues inherently problematic with the process itself. One of these issues is the process of "Crowning" or compensating for the naturally occuring flexing of the Bed and Ram of the Press brake during normal operation. Physics dictates that when a force pushes in one direction force is applied in the opposite direction whereas at some point, the item being pushed against yields (bends). On a press brake that is the Ram and more so, the Bed, "flexing" under the strains of tonnage being applied. Bending metals causes, the very subtle bending of the Ram of the machine upward and the Bed of the machine downward as shown in the illustration below.
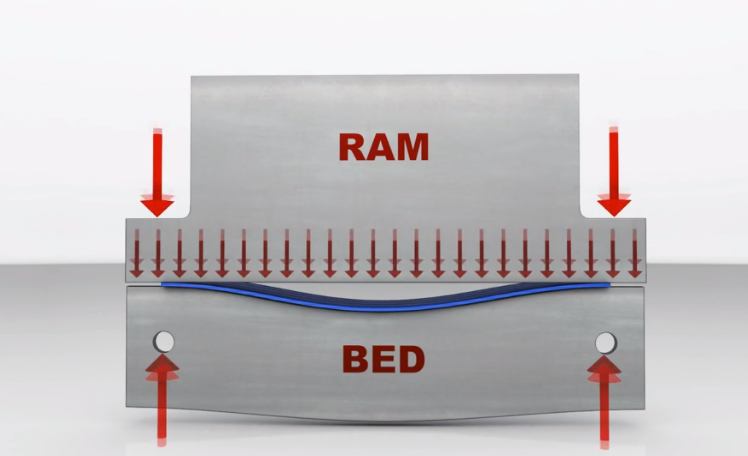 The Problem: The result of these opposing forces is our parts are bent with correct angles on the end but are not bent quite enough in the middle when bending longer pieces. In other words, our parts begin to take the slight shape of a canoe when bending them, bowed out at the middle without the correct angles needed. So somehow, somewhere correction is needed in the middle of the brake, but how?
The Problem: The result of these opposing forces is our parts are bent with correct angles on the end but are not bent quite enough in the middle when bending longer pieces. In other words, our parts begin to take the slight shape of a canoe when bending them, bowed out at the middle without the correct angles needed. So somehow, somewhere correction is needed in the middle of the brake, but how? 
Solution 1: Shim the Die on the Bed adding mass where needed. If you have ever been in a fab shop and seen an operating press brake then you have likely seen pieces of Measuring Tape cut into varying pieces on or around the press brake (Pictured Right). The operators have used a cheap thin readily available material (i.e. measuring tape) and utilized it under select portions of the die to raise that portion of the die during the bending process. One or more pieces of tape might get the right crown, but it takes trial and error to know how much and where to put it. Not the easiest way to get the right bend the first time especially ewhen your forming expensive materials that have already been processed through shearing, plasma, waterjet or laser cutting. .
Solution 2: Stiffen up! Can't we just make the Machines Stiffer? Sure, and for years that was the preferred solution. Beds were made to drop into a slot on the floor and the Rams soared into the sky of the shop. While machines can be designed to be stiff enough to resist this pressure the size, costs and installation requirements would make such a design very cost, or site (pits in the floor), prohibitive therefore other methods had to be undertaken to reduce, eliminate or compensate for these physical forces. Through many methods of design changes, mechanical and electronic compensation to resolve many of the issues inherently problematic with the process.
Solution 3: Bend the Die Holder! Crowning and CNC Crowning devices were later developed to add-on a compensating device to any press brake. By replacing the Die Holder with a holder that held a moveable and variable sinusoidal wave plate (see below) the operator or machine controller could adjust the holder itself causing the die to flex upwards to the required "Crown" thus allowing for crisp precision bends once again. Powered by either a manual crank or a CNC driven shaft these Crowning Die Holders were a great way to improve accuracy of older machine designs even though they still required manual adjustment down the length of the bed.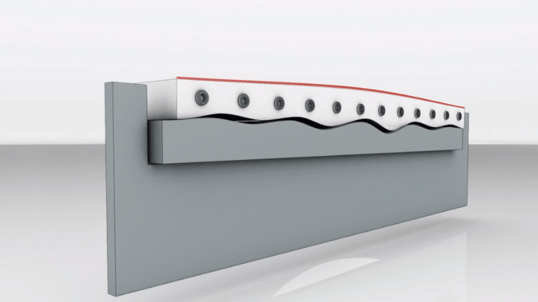 While this form of compensation has been the most popular over the last 20 years it poses several inherent problems.
While this form of compensation has been the most popular over the last 20 years it poses several inherent problems.
First with the moving components as they undergo the constant stresses of metal forming they tend to wear and fail over time. These devices require frequent maintenance and are not unknown to just be set in a static position in favor of the old method of shimming.
Secondly if the parts your forming require crown adjustments between bends (going from wide to narrow bends) these devices become difficult and cumbersome to adjust to the correct setting as they are not very repeatable which forces the operator to go back to single bend setups eliminating the advantages of a CNC press brake altogether.
Third the require a manual adjustment every few inches or so down the front of the machine via a precision micrometer dial screw. These localized adjustment points can help you fine tune the precision of your formed parts but require test bends and more setup time.
Solution 4: Push Back! The best method to achieve accurate bends, time and again AND in an affordable design, is to push back against the forces of the ram. In the photo below you can see a series of hydraulic cylinders mounted directly into the Bed of the machine that are each driven independently via the machines CNC Controller to provide the appropriate amount of "Crown for each and every bend whether long or short and at varying points within the press brake bed.  This method of crowning requires no maintenance, no physical adjustment and any fine tuning can all be made directly via the CNC controller as opposed to the manual methods of other designs. When forming metals the thinner the material is and the wider the bend the more pronounced the need for compensation.
This method of crowning requires no maintenance, no physical adjustment and any fine tuning can all be made directly via the CNC controller as opposed to the manual methods of other designs. When forming metals the thinner the material is and the wider the bend the more pronounced the need for compensation.
At Southern Fabricating Machinery Sales, Inc. we can assist you with all your Press Brake needs including adding crowning, safety devices and tooling to an existing or used machine. We also can assist you in selecting the right new technology for your bending needs. Check out our available press brakes HERE, or give us a call at 813-444-4555 to discuss your bending needs.



